
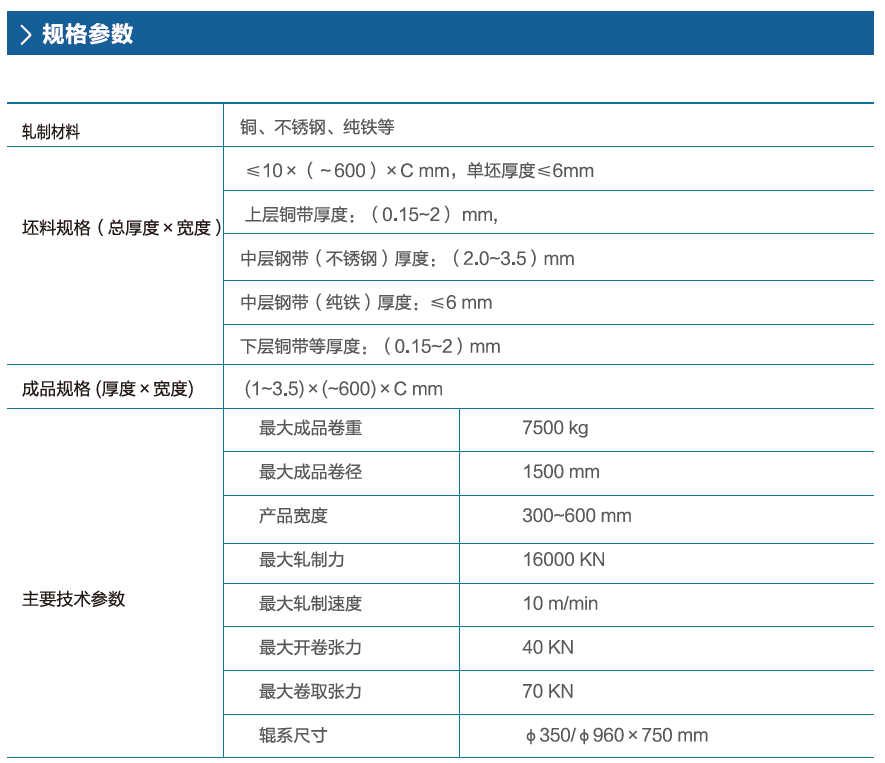
复合轧机
复合轧机用于生产金属层状结构复合板,即以普碳钢为基板,上下两面包覆不锈钢板,三层板两两之间的结合面为固相结合的金属复合板带,产品质量满足GB/T8165-2008、GB/T17102-1997。
产品优势
本机组引入温轧工艺,大大降低了设备的轧制能力要求;
降低了运行成本,提高了复合强度。
产品优势
本机组引入温轧工艺,大大降低了设备的轧制能力要求;
降低了运行成本,提高了复合强度。

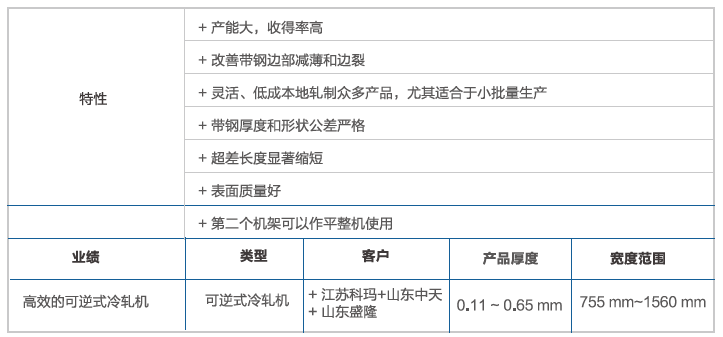
卷取机布置在单机架或双机架可逆式冷轧机的前后。由于采用可逆轧制,生产效率低于串列式轧机。不过,由于轧制参数可以针对每个带卷快速改变,可逆式冷轧机特别适合于不同产品规格的小批量生产。这种轧机也比较小,易于进入轧机和其他机械区域进行维修。可逆式轧机结构简单,因而能够方便地停机和重启。它们的投资和运行成本也较低。
单机架可逆式冷轧机
根据产品大纲的不同,单机架冷轧机的轧制能力在100,000 – 400,000t/a之间。可采用偶数或奇数道次的轧制计划,以最大限度提高轧机作业率和性能。采用工作辊弯辊、中间辊弯辊、中间辊窜辊和所有辊控制,保证了出色的平直度控制。轧机一端或两端安装的带钢平直度测量设备和工作辊分区冷却系统能够满足对于平直度的严格要求。
双机架可逆式冷轧机
安泰科技双机架可逆式冷轧机集单机架可逆式轧机的灵活性和传统串列式冷轧机的高产能于一身,但投资成本显著降低。双机架可逆式冷轧机生产出的产品适合于众多应用,质量和产能均达到出色的水平。双机架可逆式冷轧机对于薄规格产品的轧制能力可以达到300,000t/a,而厚规格产品可以达到1,000,000t/a甚至更高。

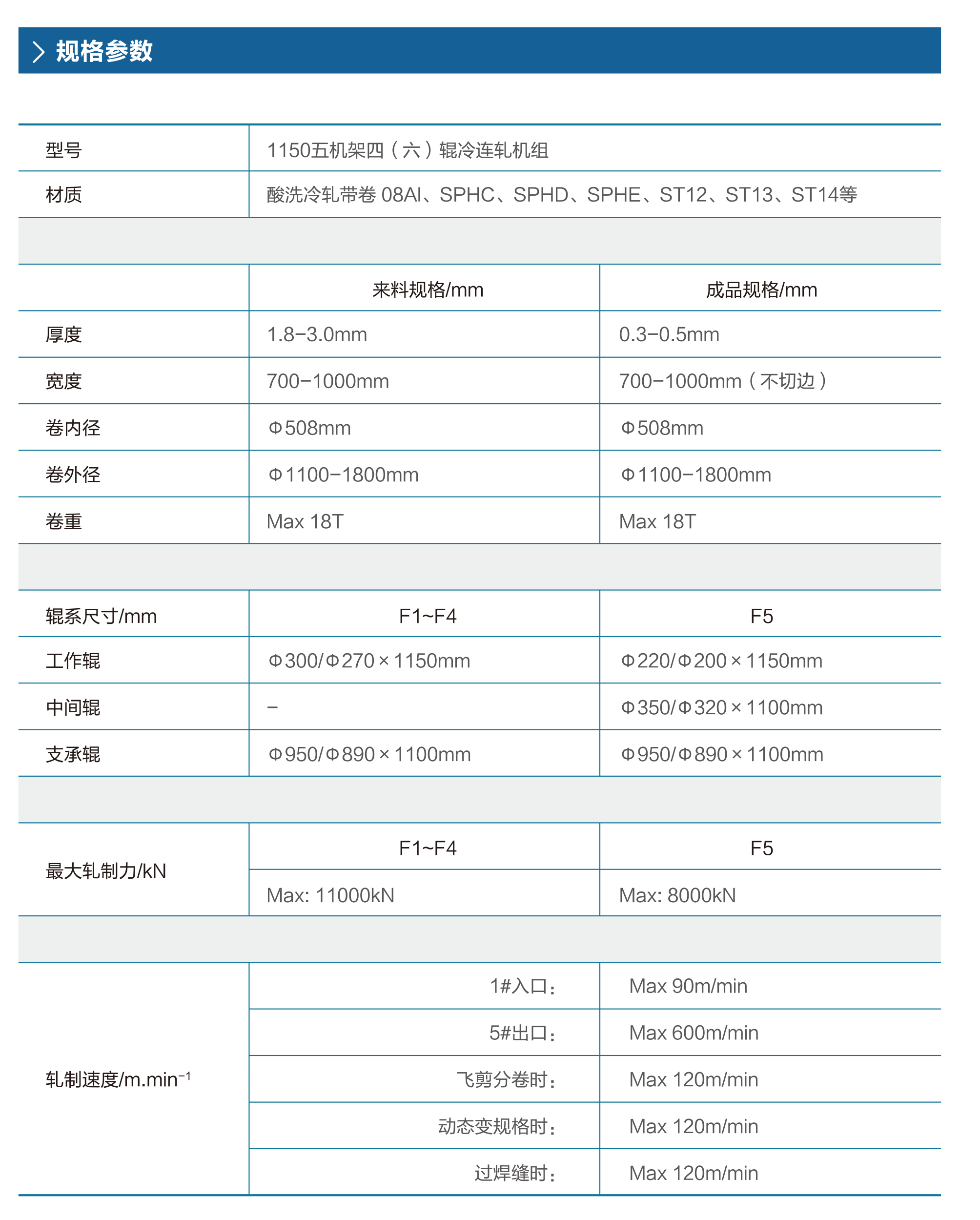
产品特点
整机设计了大量防划伤装置,确保成品带钢满足镀锡基板表面高要求;
实现全连续无头轧制,整条生产线采用双开卷双通道设计;
配备国内先进的全自动闪光焊机,采用水平活套装置,确保连续轧制;
主机采用小辊径设计,减轻设备总体重量,一次性投资成本大幅降低;
工艺顺序合理,实现全连续全自动换卷:轧机出口配备飞剪装置,卷取机采用双通道双卷取模式;配备分流装置及助卷器;
提供独立和在线平整机以调节冷轧带钢的最终机械性能、平直度和表面质量,单机架或双机架设计均可提供。能够满足日益严格的带钢平直度、延伸率和光洁度要求,尤其是对于高硬度钢种。
最常用的配置是单向运行的单机架平整机和在其两端布置的卷取机。不过也有其他类型,比如镀锡板生产采用的大能力双机架平整机,它包括了由2个甚至3个机架组成的DCR(二次冷轧)轧机,能够轧制称为DR材料的薄规格镀锡板。单或双机架平整机在线布置在连续退火和连续镀锌线出口处。
产品特点:
带钢延伸率公差严格
平直度指标出色
表面质量(粗糙度、峰值数、残余物)极佳
湿法和干法平整模式均可采用
换辊速度快
采用6辊 4辊

尤其,AGC油缸以及伺服控制系统的研发优势突出,配有大吨位的AGC以及伺服油缸专用检测机架,可以进行各类伺服系统闭环静态性能测试,可生产油缸最大活塞直径φ1650mm、外径φ2300mm、最大轧制力100000KN的AGC油缸,油缸的最高定位精度为0.0005mm(铝箔轧机)。我们生产的AGC油缸性能实际指标已达到或超过进口油缸,已经作为替代进口油缸被客户广泛使用。
我们的技术团队可进行各种进口油缸的修复工作,为钢厂大幅节省维修费用;亦可对进口油缸作技术改造,提高其性能及使用寿命。
承接AGC工程项目的主要性能指标:
宽厚板轧机AGC系统
最大轧机尺寸4200mm最大轧制压力80000KN板厚控制精度0.05mm
热连轧宽带钢轧机AGC、AJC系统
最大轧机尺寸1780mm最大轧制压力50000KN板厚控制精度0.03mm
冷轧带钢可逆四/六辊轧机AGC系统
最大轧机尺寸1780mm最大轧制压力30000KN带厚控制精度0.05mm
多辊(十二辊以上)轧机AGC系统
最大轧机尺寸1450mm最大轧制压力10000KN板厚控制精度0.003mm